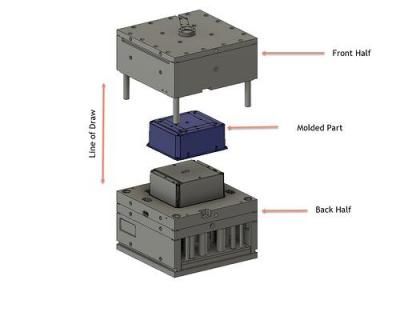
Литье под давлением — это высокоточный производственный процесс, при котором расплавленный пластик впрыскивается в тщательно спроектированную форму, где пластик охлаждается и затвердевает в определенную деталь или изделие. Затем деталь выталкивается из формы либо как конечный продукт, либо как почти конечный продукт, который отправляется на вторичную отделку. Пресс-форма для литья под давлением состоит из двух частей: сердцевины пресс-формы и полости пресс-формы. Пространство, которое создают эти две части, когда форма закрыта, называется полостью детали (полостью, в которую попадает расплавленный пластик). В зависимости от производственных потребностей могут быть разработаны «многогнездные» пресс-формы для изготовления нескольких одинаковых деталей. Разработка вашей детали для литья под давлением имеет решающее значение для реализации этих преимуществ. Вы также обнаружите, что правильное проектирование детали обеспечит баланс оптимальной производительности и экономичности. Следующая информация представляет собой обзор наиболее важных элементов конструкции деталей, изготовленных методом литья под давлением, и представляет собой как общие рекомендации по проектированию, так и десятилетия личного опыта. Для полного руководства. Выбор материала Аморфные пластмассы имеют полимерные цепи со случайной, запутанной ориентацией. Они прочнее и больше подходят для структурных применений. Несмотря на свою прочность, они подвержены стрессовым переломам. Они также не работают так же хорошо, как полукристаллические пластмассы для несущих поверхностей. Вот некоторые из наиболее распространенных типов: >>ABS >>Акрил (ПММА) >>Поликарбонат (ПК) >>ПВХ Полукристаллические пластики имеют случайные участки кристаллической структуры. Другими словами, они представляют собой гибрид аморфной и полностью кристаллической структуры. Они создают отличные опорные поверхности, живые шарниры и обеспечивают хорошую химическую стойкость. Недостатком является то, что они дают усадку и деформируются больше, чем аморфные пластики. Вот некоторые из наиболее распространенных типов: >>Ацеталь >>Нейлон >>PBT >>HDPE >>LDPE >>PET >>Полипропилен Добавление уклона Деталь, полученная литьем под давлением, должна выйти из формы без повреждений или слишком большого сопротивления. Чтобы избежать этих проблем, необходимо расположить стенки детали под углом к линии разъема (черчение). Вообще говоря, не должно быть поверхности детали, расположенной точно под углом 90 градусов к линии вычерчивания на пресс-форме. Если деталь не начертить, это может привести к таким дефектам, как следы от волочения, и затруднить извлечение. На изображении ниже инструмент стороны A окрашен в синий цвет, сторона B — в красный, а деталь — в желтый. Обратите внимание на небольшой уклон (обозначенный наклонными линиями), который позволяет детали (желтый) вырваться из блока инструментов (красный). Величина тяги, которую следует применить к детали, зависит от применения. Общее правило состоит в том, чтобы иметь по крайней мере один градус на каждый дюйм глубины. Ниже приведен список различных соображений дизайна, которые вы хотите добавить к величине сквозняка. Избегайте толстых областей Самая толстая область формованной детали будет определять время охлаждения. Время охлаждения часто представляет собой самую продолжительную часть процесса литья под давлением. Более длительное время охлаждения увеличивает время цикла, что увеличивает затраты. Чрезмерная толщина стенки также может привести к дефектам деталей, таким как утяжины и пустоты. Для большинства применений избыточная толщина стенки превышает 0,125–0,1875 дюйма. Секции с толстыми стенками поддаются формованию, но они открывают потенциал для дефектов деталей и увеличения времени цикла. Хотя существуют определенные материалы и добавки для получения толстых стенок, лучше начинать с тонких. Это сокращает время цикла и экономит расход материала, что позволяет сэкономить на текущей цене за штуку. Примечание разработчика: необходимость «добавлять пластик» в формованную деталь означает удаление стали из формы. Сердцевина и ребристость Чтобы избежать толстых участков детали, вы можете добавить вырезы и ребра. Эти функции сокращают время цикла, уменьшают вес детали и могут сделать деталь прочнее. Размещение этих элементов на стороне B детали является общепринятой практикой и является наилучшей практикой. Эти функции могут помочь вытянуть деталь на сторону B или сторону выброса пресс-формы; тогда они будут на стороне, не показывающей часть. Однако их можно разместить и на стороне A инструмента. На изображении выше показан прекрасный пример вырезания сердцевины детали. Поскольку для этой детали требовался один большой участок стены, вы можете удалять большие участки материала без ущерба для прочности. Думайте об этом с точки зрения других общих структурных компонентов, таких как трубы и балки. Из-за того, как силы приложены к этим компонентам, удаление материала не изменяет ...
Горячие Теги :
инновационная форма для литья под давлением
Инновационная форма для литья под давлением
инновации в металлической штамповке
Инновационный продукт OEM/ODM
Читать далее



 Поддерживается сеть IPv6
Поддерживается сеть IPv6
 русский
русский English
English Deutsch
Deutsch العربية
العربية





