Оставить сообщение
Если у вас есть вопросы или предложения, пожалуйста, оставьте нам сообщение, мы ответим вам, как только сможем!


Штамповочная форма - это процесс оказания давления на заготовку, так что заготовка подвергается преобразованию стали или разделению для
 производства заготовок с фиксированными размерами, формами и свойствами, процесс штамповки можно разделить на разделение и формование.
производства заготовок с фиксированными размерами, формами и свойствами, процесс штамповки можно разделить на разделение и формование.
Основные два типа штамповочных пресс-форм:
>>Одна инженерная матрица
>> Прогрессивная матрица, составная матрица, следящая матрица
Один инженерный штамп
Матрица хороша для простой детали, и ее количество невелико. Обычно она включает в себя следующие типы:

|

|

|
| Заглушка | Резка | Пирсинг |

|

|

|
| Лансинг | Обрезка | Изгиб |
Прогрессивная матрица
Прогрессивная штамповка — это метод штамповки, в котором используется ряд станций, установленных на наборе штампов. Каждая станция спроектирована и сконфигурирована для выполнения определенной операции штамповки на заготовке и после ее завершения автоматически перемещает ее на следующую станцию. По мере того, как заготовка проходит через различные станции, она постепенно принимает желаемую форму и размер.
|
|
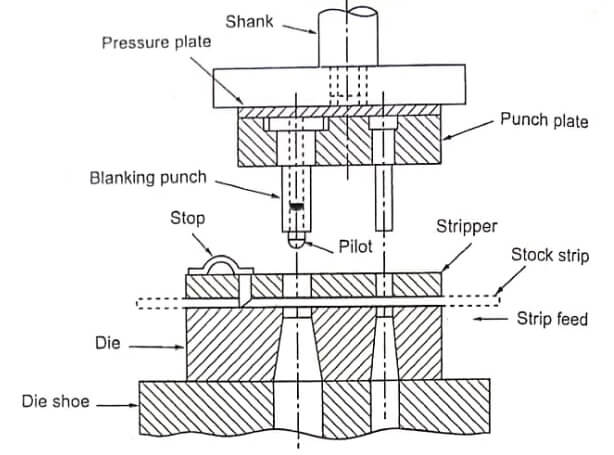
1. Рабочие компоненты
Выпуклая и вогнутая форма является рабочей частью, которая непосредственно формирует заготовку, поэтому она является ключевой частью формы. Выпуклая и вогнутая формы не только точны, но и сложны, они
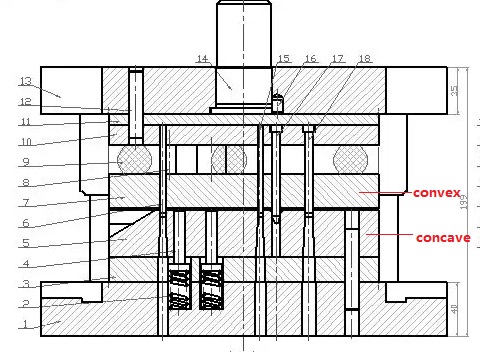 должны отвечать следующим требованиям:
должны отвечать следующим требованиям:
(1) они должны иметь достаточную прочность и не должны ломаться или повреждаться в процессе штамповки;
(2) К материалам и термической обработке должны предъявляться соответствующие требования для предотвращения хрупкости из-за высокой твердости.
2. Позиционирование компонентов
Позиционирующие компоненты — это детали, определяющие положение установки заготовки. Имеются установочные штифты, стопорные штифты, направляющие штифты, направляющие втулки, боковые ножи с фиксированным расстоянием, боковые прессы и т. д.
При проектировании позиционирующих деталей следует учитывать удобство работы, позиционирования не должно быть, а положение должно быть удобным для наблюдения. Лучше всего использовать переднее позиционирование, позиционирование внешнего профиля и позиционирование направляющего штифта.
4. Направляющие компоненты
Направляющие втулки и направляющие штифты являются наиболее широко используемыми компонентами направляющих. Его функция заключается в обеспечении точного зазора между выпуклыми и вогнутыми штампами во время штамповки.
5. Опорная стойка и зажим формы
Включает в себя верхний и нижний шаблоны, ручки формы, неподвижные пластины для выпуклых и вогнутых форм, опорные пластины, стопоры, зажим формы и т. д. Верхний и нижний шаблоны являются основными компонентами штампа; на него устанавливаются и закрепляются различные другие компоненты.
Размер плоскости шаблона, особенно переднее и заднее направление, должен быть совместим с заготовкой, слишком большой или слишком маленький размер не способствует работе.
Некоторые формы (вырубные, штамповочные) требуют установки опорной пластины под основание формы для удобства разъема. В это время опорную пластину и шаблон лучше соединить шурупами, при этом толщина двух опорных пластин должна быть абсолютно одинаковой.
Расстояние между опорными пластинами должно зависеть от деталей, которые могут быть доставлены, и не должно быть слишком большим, чтобы предотвратить поломку шаблона.
6. Крепеж
Включает в себя винты, гайки, пружины, штифты, шайбы и т
. д. Обычно используются стандартные детали. Существует множество стандартных компонентов штамповочных штампов, а их конструкция и выбор должны обеспечивать необходимость затягивания и эластичного выброса, избегая раскрытия крепежных деталей в рабочем положении на поверхности, а также предотвращая травмы рук и препятствуя работе.
 Поддерживается сеть IPv6
Поддерживается сеть IPv6
 русский
русский English
English Deutsch
Deutsch العربية
العربية





